Segminten foar diamantseageblêd en kearnbits




foardielen
1. Dizze bits wurde typysk makke fan ferskate materialen lykas diamant, abrasive slijpmiddel, of in kombinaasje fan beide. Diamantbits steane bekend om har hege snijeffisjinsje en duorsumens en binne geskikt foar it snijen fan hurde materialen lykas beton, stien en stien. Skurende skiven wurde typysk brûkt foar it snijen fan sêftere materialen.
2. De foarm en it ûntwerp fan it blêd spylje in wichtige rol by it bepalen fan snijsnelheid, krektens en it fermogen om waarmte ôf te fieren tidens it snijproses. Faak foarkommende boorfoarmen omfetsje turbine, weach, segmintearre en trochgeande râne, elk ûntworpen foar spesifike snijtapassingen en materialen.
3. De grutte fan 'e snijkop, ynklusyf hichte en dikte, beynfloedet direkt de snijdjipte en de stabiliteit fan it snijproses. Gruttere koppen wurde typysk brûkt foar swier snijwurk, wylst lytsere koppen brûkt wurde kinne foar finer, krekter snijwurk.
4. It bondingproses dat it blêdsegment ferbynt mei it seageblêd of de kernboar beynfloedet de sterkte en stabiliteit fan it ark. Segminten kinne wurde ferbûn mei ferskate bondingmetoaden, ynklusyf sinterjen, laserlassen of solderen, elk mei spesifike foardielen op it mêd fan sterkte en waarmtebestriding.
5. It oantal en de rangskikking fan bits op in blêd of kearnboar beynfloedet de snijeffisjinsje, waarmteôffier en de glêdens fan 'e snijaksje. Kies út ferskate konfiguraasjes, lykas segmintearre, trochgeande of turbine, ôfhinklik fan jo spesifike snijbehoeften en de materialen dy't ferwurke wurde.
6. Guon bits binne ûntworpen mei spesjale funksjes, lykas ûndersnijbeskerming, gleuven foar effektive púnferwidering, of koelgatten om oerferhitting te foarkommen by lange snijoperaasjes.
7. De snijkop kin ûntwurpen wurde foar spesifike snijtapassingen, lykas betonsnijen, asfaltsnijen, tegelsnijen of boarjen yn in ferskaat oan materialen, wêrtroch optimale prestaasjes en lange libbensduur foar de spesifike taak garandearre wurde.
Produkttesten

FABRIKLOKASJE

| Produktnamme | Seageblêddiameter (mm) | Segmintôfmjitting (mm) | Segmintnûmer (stk) | Foarm |
| Diamantsegment foar stien | 300 | 40 × 3,2 × 10 (15,20) | 21 | B-foarm, K-foarm, M-foarm, rjochthoek, sandwichfoarm ensfh. |
| 350 | 40 × 3,2 × 10 (15,20) | 24 | ||
| 400 | 40 × 3,6 × 10 (15,20) | 28 | ||
| 450 | 40×4.0×10(15,20) | 32 | ||
| 400 | 40 × 3,6 × 10 (15,20) | 28 | ||
| 450 | 40×4.0×10(15,20) | 32 | ||
| 500 | 40×4.0×10(15,20) | 36 | ||
| 550 | 40 × 4,6 × 10 (15,20) | 40 | ||
| 600 | 40 × 4,6 × 10 (15,20) | 42 | ||
| 650 | 40 × 5,0 × 10 (15,20) | 46 | ||
| 700 | 40 × 5,0 × 10 (15,20) | 50 | ||
| 750 | 40 × 5,0 × 10 (15,20) | 54 | ||
| 800 | 40 × 5,5 × 10 (15,20) | 57 | ||
| 850 | 40 × 5,5 × 10 (15,20) | 58 | ||
| 900 | 24×7.5×13(15) | 64 | ||
| 1000 | 24×7.5×13(15) | 70 | ||
| 1200 | 24×8.0×13(15) | 80 | ||
| 1400 | 24×8.5×13(15) | 92 | ||
| 1600 | 24×9.5×13(15) | 108 | ||
| 1800 | 24x10x13(15) | 120 | ||
| 2000 | 24x11x13(15) | 128 | ||
| 2200 | 24x11x13(15) | 132 | ||
| 2500 | 24×12,5×13(15) | 140 | ||
| 2700 | 24×12,5×13(15) | 140 |
| Diamantsegmentgrutte foar kearnboarjen | ||||
| Diameter fan kearnboar (mm) | Beskriuwing | Segmintgrutte | Segmintnûmer | Lassen |
| 51 | Ferwurkingsmaterialen: wapene beton Ferbining: 1 1/4″ UNC; Lot: 450mm | 22*4*10 | 5 | Frekwinsje koperlassen |
| 63 | 24*4*10 | 6 | ||
| 66 | 6 | |||
| 76 | 7 | |||
| 83 | 8 | |||
| 96 | 9 | |||
| 102 | 9 | |||
| 114 | 10 | |||
| 120 | 24*4.2*10 | 11 | ||
| 127 | 11 | |||
| 132 | 11 | |||
| 152 | 24*4.5*10 | 12 | ||
| 162 | 12 | |||
| 180 | 14 | |||
| 200 | 16 | |||
| 230 | 18 | |||
| 254 | 20 | |||
| 300 | 24*5*10 | 25 | ||
-

Diamant tuck point sirkelseageblêd
-

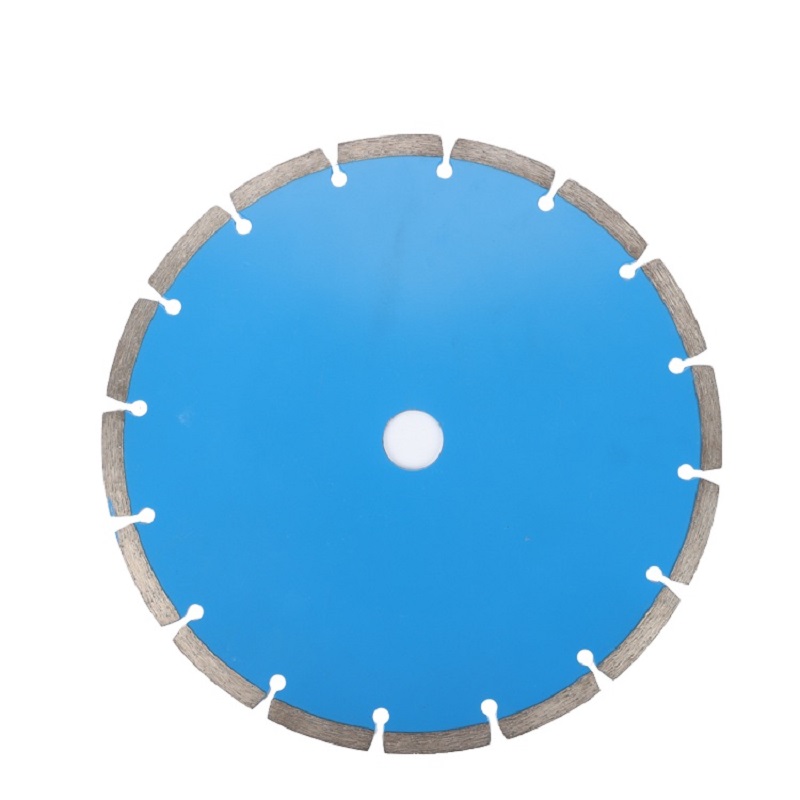
Diamant sirkelfoarmige seageblêd mei beskermingssegmenten
-
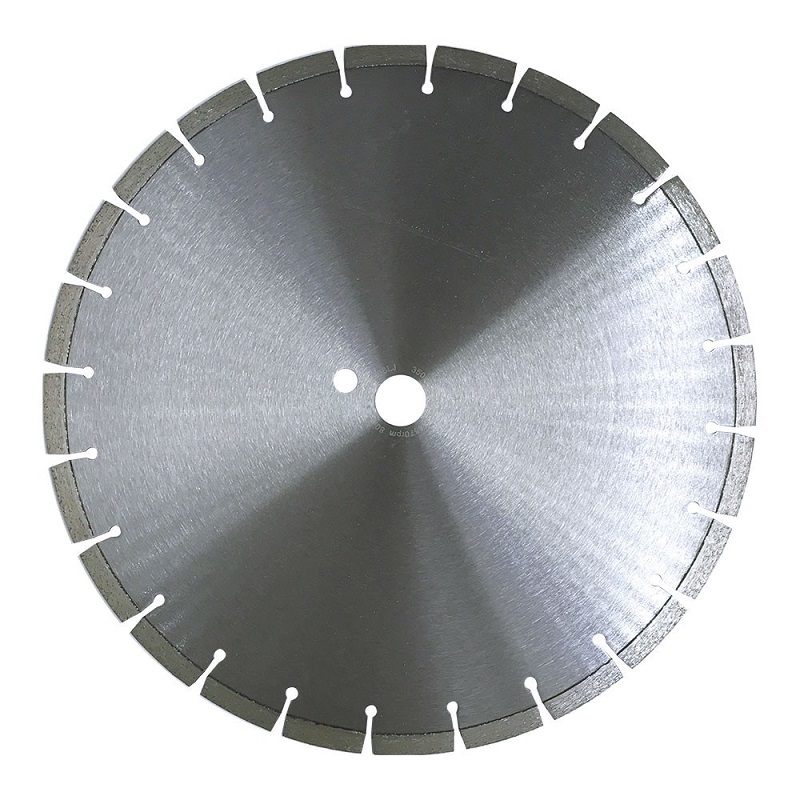
Laserlaske sirkelfoarmige diamantseageblêd
-
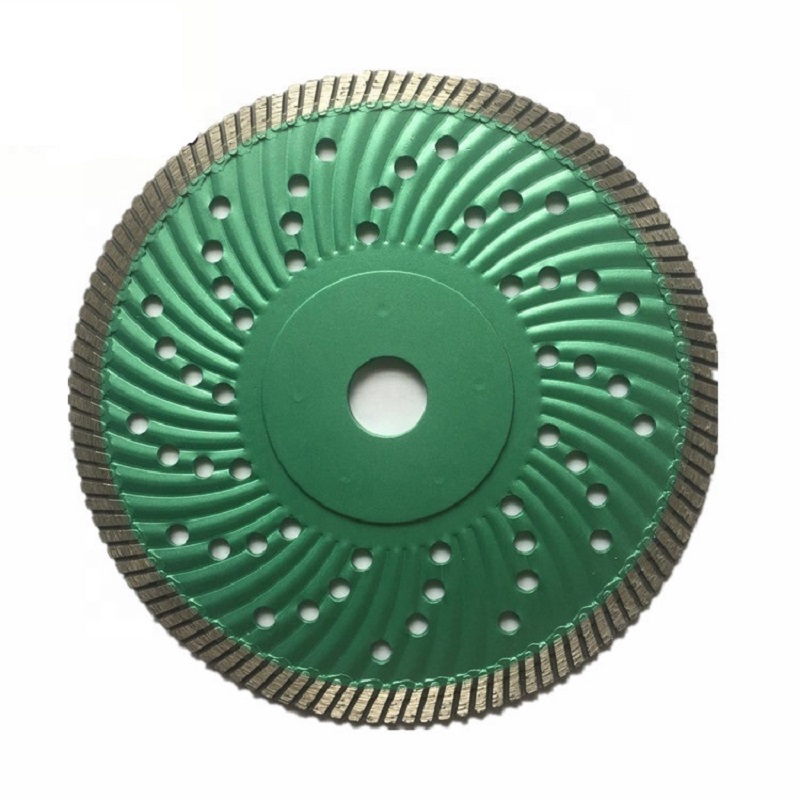
Turbo Wave Stille Diamant Seageblêd foar Stien
-
Trochgeande râne elektroplateare diamantseageblêd mei beskermingssegmenten
-
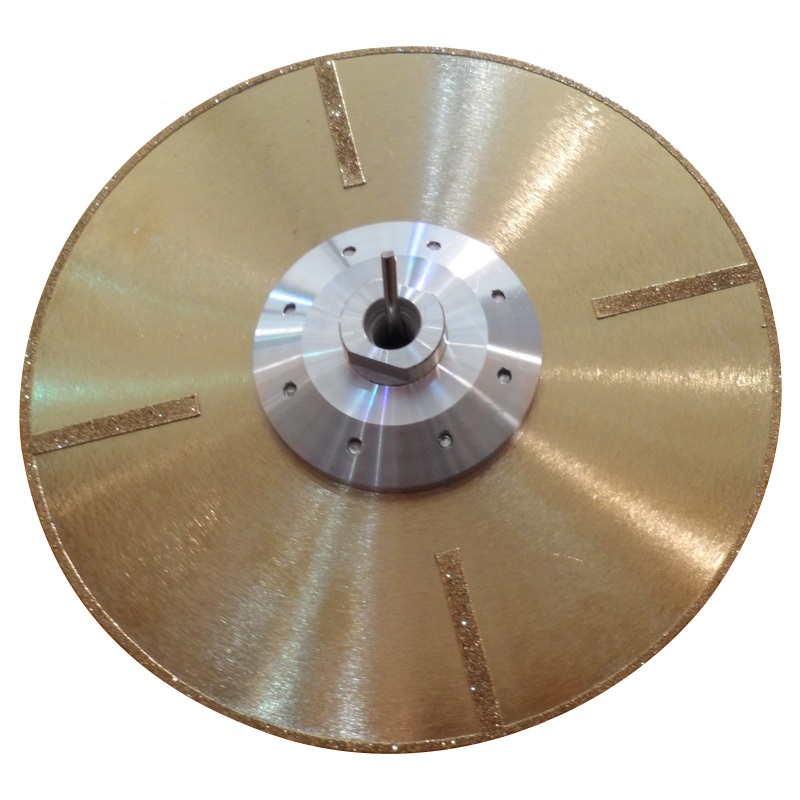
Diamant sirkelseageblêd foar granyt en moarmer